

铸铁样品制备 - 曲轴
铸铁样品制备 - 曲轴
铸铁金相制备建议
切割: 对于硬断面,白口铸铁推荐使用CBN(立方氮化硼)或氧化铝砂轮切割片。对于大断面,自动切割比人工切割效率更高。对于切割含石墨铸铁,建议根据被切割铸铁的硬度选择氧化铝砂轮(FS-Max, FS-Medium, FS-Soft类型)。

镶嵌: 质量控制样品通常是镶嵌的。对于失效分析样品,建议使用热镶嵌树脂粉。对于软硬铸铁,建议使用酚醛树脂(MetBak-100),对于较硬类型的铸铁,更适合使用增强热镶嵌树脂(MetEpo-200)。
研磨和抛光:
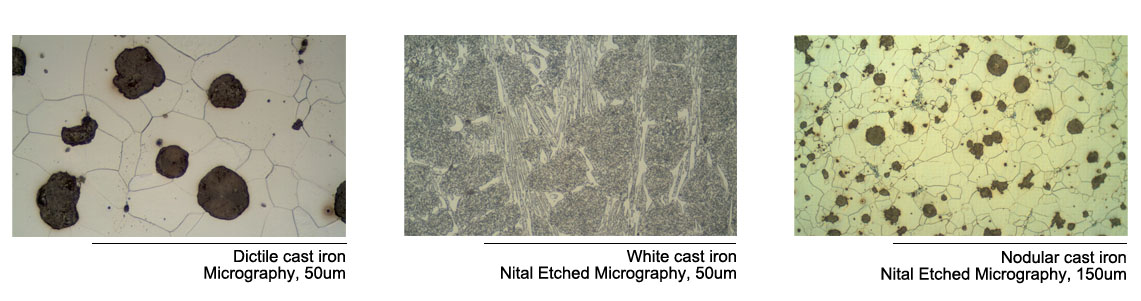
铸铁是指含有2.5% - 4%碳和通常1-3%硅的铁-碳-硅合金。铸铁是一种重要的工程材料,具有许多优点,主要是铸造性和可加工性好,力学性能适中。由于其经济优势,铸铁在汽车和工程工业中应用广泛。此外,特定的铸铁是海水泵外壳、轧机轧辊和土方设备部件的首选材料。
由于石墨的形貌对铸铁的力学性能有很大的影响,灰铸铁的金相质量控制是其生产过程中不可缺少的一部分。使用标准参考比较图表和/或图像分析技术,在未蚀刻的抛光样品上确定石墨的形态、尺寸和分布。根据规格,然后对样品进行蚀刻以检查矩阵的结构。
铸铁金相制备建议
切割: 对于硬断面,白口铸铁推荐使用CBN(立方氮化硼)或氧化铝砂轮切割片。对于大断面,自动切割比人工切割效率更高。对于切割含石墨铸铁,建议根据被切割铸铁的硬度选择氧化铝砂轮(FS-Max, FS-Medium, FS-Soft类型)。
镶嵌: 质量控制样品通常是镶嵌的。对于失效分析样品,建议使用热镶嵌树脂粉。对于软硬铸铁,建议使用酚醛树脂(MetBak-100),对于较硬类型的铸铁,更适合使用增强热镶嵌树脂(MetEpo-200)。
研磨和抛光:
一般来说,含石墨的铸铁都是用碳化硅金相砂纸研磨的。现在金刚石磨盘已经取代碳化硅砂纸,用于细磨大多数铸铁,因为它能保持样品非常平坦,并且不会让石墨处于浮雕状态。硬质白口铸铁和ADI铁可以用电镀金刚石研磨盘(Dia-M)进行平面研磨,也可以用树脂基金刚石研磨盘(Dia-R)进行精细研磨。铁素体、奥氏体或珠光体基体的软铸铁和中硬铸铁用碳化硅砂纸平面研磨,用树脂基金刚石研磨盘(Dia-R)精细研磨。
对于在抛光过程中容易腐蚀的铸铁,建议使用无水金刚石悬浮液,A和黄色润滑剂。
| 铸铁 |
切割: FS-Medium, FS-Soft Cut off wheel 镶嵌: MetBak-100, MetEpo-200 |
||||||||||
| Version 6001 | |||||||||||
| 步骤 | 过程 | 品牌 | 磨料 | 润滑剂 | 工作盘转速 (Rpm) | 头部转速 (Rpm) | 转向 | 压力N/ spe.Ø30mm | 时间(Min) | ||
| 1 | 研磨 | Maimet |
SiC Abrasive Paper P320 (280) |
Water | 250-300 | 150 | Same | 30 | Until Plane | ||
| 2 | Maimet |
SiC Abrasive Paper P600 (400) |
Water | 250-300 | 150 | Same | 30 | 1 | |||
| 3 | Maimet |
SiC Abrasive Paper P1200 (600) |
Water | 250-300 | 150 | Same | 30 | 1 | |||
| 4 | 抛光 | Maimet | Dia-P 9µ + TPol-2 | LubPlus | 120-150 | 150 | Same | 20 | 4 | ||
| 5 | Maimet | Dia-P 3µ + MPol-2 | LubPlus | 120-150 | 150 | Same | 20 | 3 | |||
| 6 | Maimet | OPS-FS 0.05µ + FPol-2 | Water | 120-150 | 150 | Same | 20 | 2 | |||
|
Note:
. 第一步:研磨时间,2,5分钟或更长时间,取决于样品镶嵌后质量。
. 可在步骤6后停止,进行常规检查或显微硬度测试。
. 不要使用太多的金刚石悬浮液,以免样品上出现微黑点。
. 这个过程是针对样本Ø30mm的。如试件Ø40mm,增加研磨抛光时间1分钟。
|
|||||||||||
- 上一篇:热喷涂涂层样品制备
- 下一篇:抱歉,没有了。
将您的信息发送给我们:
